Цель работы: исследование стружкообразования при разных режимах.
Станок: Takisawa EX-308.
Пластина: TNMG 220408-GH UE6020.
Материал: сталь 40X.
Режим резания:
Скорость: S=150=const
Подача: f = мм/об
Глубина резания:
| Подача f | Вид стружки | Глубина резания |
| 0,6 | Осколок | 4 |
| 0,4 | Короткая спираль | 4 |
| 0,2 | Длинная лента | 4 |
| 0,6 | Длинная спираль | 2 |
| 0,4 | Спираль | 2 |
| 0,2 | Толстая лента | 2 |
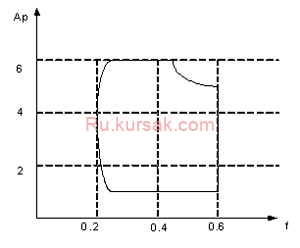
Диаграмма стружкообразования:
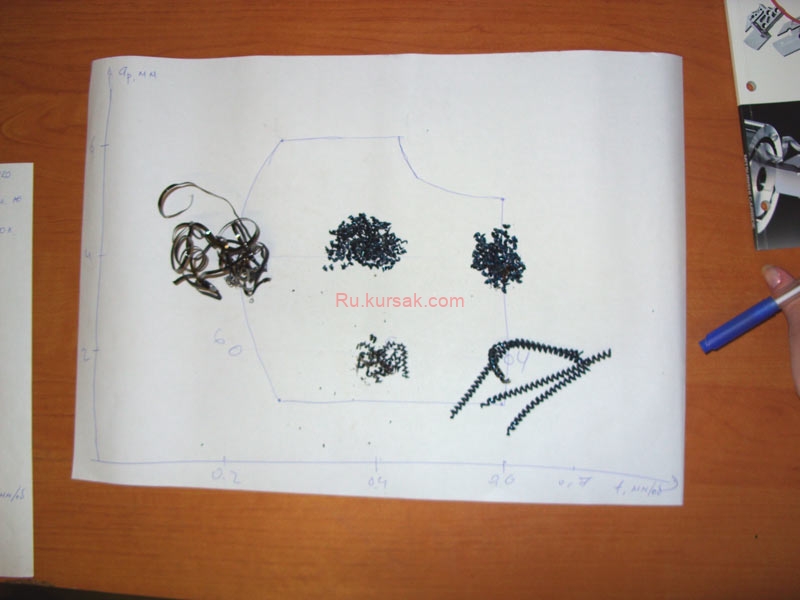
Ход работы: в первом опыте при глубине резания 4 мм и подача 0,6 мм/об мы получили стружку в виде осколков, сто не является хорошим видом стружки. При уменьшении подачу до 0,4 мм/об стружка принимает вид мелких спиралей. Что является довольно хорошей стружкой. Когда мы уменьшили подачу ещё на 0,2 мм/об, то стружка приняла форму длинной неломющейся ленты, чего следует избегать при работе.
Уменьшим глубину резания до 2мм и повторим опыт при подачах 0,6 мм/об, 0,4мм/об и 0,2 мм/об. В первом случае получили стружку в виде длинных спиралей , что довольно хорошо. И наконец, в последнем опыте полученная спираль имела вид ленты, толще, чем при такой же подыче , но при глубине резания 4мм.
Вывод: наиболее благоприятный вид стружки был получен при подаче 0,4 мм/об и глубине 4 и 2 мм.